

如何预防热作模具早期失效
- 压铸模应用中的失效形式
- 1、热龟裂
- 2、 开裂
- 3、 侵蚀
- 4、腐蚀 / 粘着
- 5、压陷
- 热龟裂
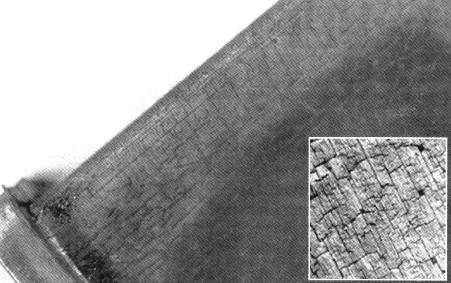
- 由热交变应力, 拉应力和塑性应变的综合作用所形起
- 早期热龟裂的原因
- 1、材料
- 2 、设计
- 3 、模具制造
- 4 、热处理及表面处理
- 5、生产
- 6、补焊的表面
- 7、 高度抛光表面
- 9、未氧化表面
- 10、 切削加工量不足够
- 早期热龟裂的原因 – 热处理,表面处理
- 1、低硬度
- 2、淬火组织不良
- 3、脱碳
- 4、氮化层太厚
- 早期热龟裂的原因 – 生产
- 1、模具予热不足
- 2、 用燃气火焰予热
- 3、周期时间长 (High cycle times)
- 4、金属液温度高
- 5、注射速度高
- 6、脱模剂喷得过多
- 7、冷却液温度低
- 8、整体开裂损伤
- 粘着

由於严重的金属间化合物的形成, 使压铸金属粘著在模具型面
- 1、 腐蚀与粘着的原因
- 2、压铸金属的温度
- 3、压铸金属的化学成份
- 4、压铸金属的注射速度
- 5、模具的表面处理
- 模表面的温度与应力分布
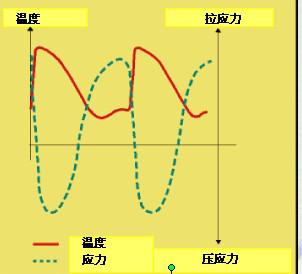
模表面的冷却周期对热龟裂起着重要的作用
- 早期热龟裂的原因 – 设计
- 1、冷却水道太接近模具型面
- 2、存在高应力区
- 早期热龟裂的原因 – 模具制造
- 1、表面 EDM 层
- 模具短时的热过载与机械过载
- 整体开裂的原因
- 1、材料
- 2、热处理
- 3、模具制造
- 4、压铸操作
- 5、模具维护保养
- 侵蚀的原因
- 1、模具材料的热硬度
- 2、模具的润滑
- 3、压铸金属的注射速度
- 4、 压铸金属的温度
- 5、压铸金属的化学成份
- 6、 模具的表面处理
- 腐蚀
- 当型面无保护, 压铸金属会扩散
- 渗入模具表面.
- 同时, 模具金属也会扩散渗入压铸金属.
- 此扩散会在压铸金属与模具表面
- 之间形成金属间化合物`