

Jap 425M

- 新日本制铁不锈铁产品表
|
钢材名称 |
成 份 |
特 点 |
|
420J2 |
(C)0.30%、(Cr)13.2%、S含量小于美国ASTM标准 |
可以使用油淬、HRC53-56,特性—经过ESR,锋利、韧性好,抗磨耗能力好、不易生锈。 |
|
420HC |
(C)0.42%、(Cr)13.5%、MO、V适量。 S含量小于美国ASTM标准 |
热处理后可达56-58HRC。特性—经过ESR,品质均匀,锋利、防锈、韧性高、高耐磨损,不易断脆、晶粒更细、。适合耐冲击工具,刀具。 |
|
440A系列特殊工具钢 |
(C)0.75%、(Cr)17%,Mo、V适量。 S含量小于美国ASTM标准 |
热处理后,硬度58-60HRC。特性—经过ESR,品质均匀,锋利、防锈、韧性高、高耐磨损,不易断脆、晶粒更细。适合耐冲击工具,刀具。 |
|
425M系列特殊工具钢 (S7+高CR) |
(C)0.50%、(Cr)14.5%、Mo、V适量 ,S含量小于美国ASTM标准 |
- 425M(S7+高CR)热处理工艺:
- 建议用真空炉1030-1080℃淬火,气淬或油淬,建议用气淬,170 -260℃回火,可达硬度HRC60度。工具建议使用硬度在HRC54-55度(回火温度在180-220℃),可得非常优良的韧性、耐磨性、强度。
- 刀具使用硬度建议:HRC54-56度(回火温度170-210℃)可得优良的韧性、耐磨性、强度。
- 高温回火(超过500℃)硬度大大降低,但韧性较好。
- 热处理工艺:
- 以上钢种用1050℃±10℃淬火韧性和硬度综合表现较好,1080℃淬火硬度会高一些,热处理保温时间建议0.8-2小时,加热过程要采取防氧化的保护措施,淬火加热最好采用保护气氛或者真空炉加热,壁薄保温时间适当短一些,反之则长一些。
- 250℃回火和较低奥氏体温度淬火会得到比较好的综合性能,特别是韧性,但是硬度一般。
- 保温时间基本公式——厚度mm×(1-1.5H)分/mm。
- 冷却方式建议用快速空冷。
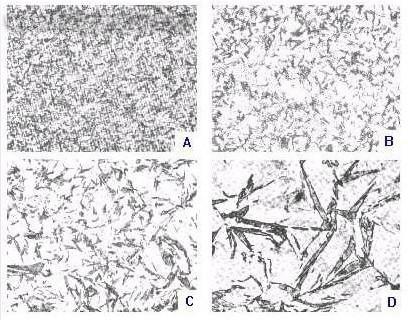
- 淬火温度越高,马氏体针越粗
- 图D显示的马氏体组织最粗大,其强度和塑性最低
- 1030℃淬火韧性最好、1080℃淬火韧性最差